精益求精 不断超越
微型精密轻触开关生产厂家
专注 轻触开关研发生产 · 16年行业经验
推荐资讯 /NEWS
-
行业资讯 /INFO
-
-
全国咨询热线:0769-83632286
-
QQ在线咨询
-
公司邮箱:
-
公司网址:
轻触开关怎么焊接
- 发布日期:2021-10-06 15:29:06
- 点击数:
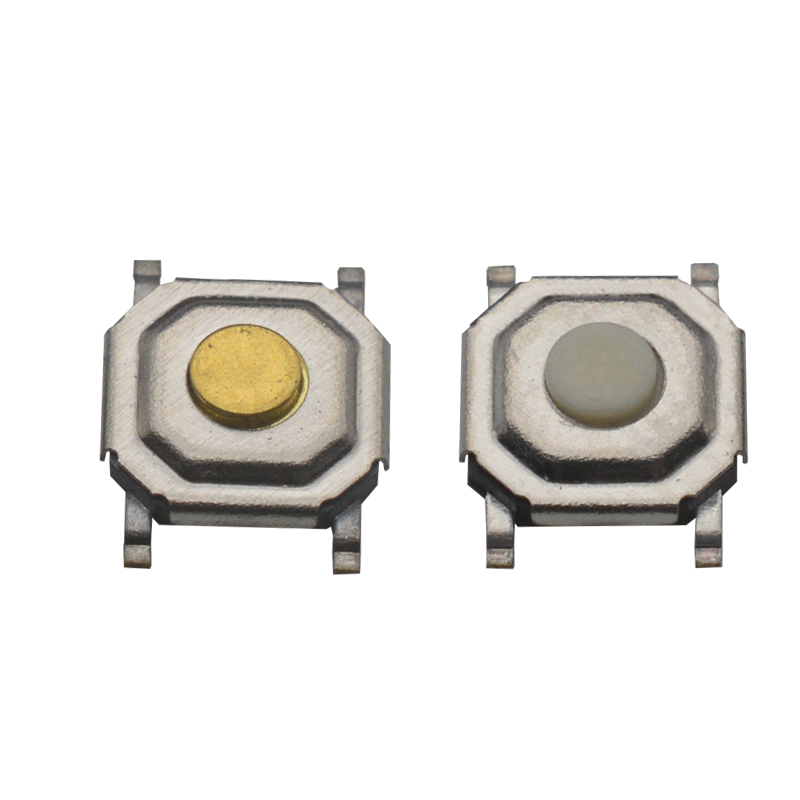
轻触开关怎么焊接电子元器件中的轻触开关焊接可以分为下面几种情况;一、手工一个个焊接,优点是能准确地掌握每个部件的焊接情况,缺点是过于费时费力,对工人的焊接技术也有一定的要求,最后成品统一性比较差;在对贴片轻触开关进行手工焊接时,应遵循贴片轻触开关所规定的工作条件:1.烙铁的功率应该低于20 W;2.烙铁头温度需小于280℃;3.焊接的时间控制在3秒以内;
 二、使用波峰焊插脚,优点价格低廉,省时省力,焊接的时候,温度控制在130℃,焊接时间2s。不足之处:随着当前元件越来越小,PCB越来越密集,在焊点之间产生桥连和短路的可能性也随之增加;三、贴片的回流焊法,该工艺的优点是温度易于控制,焊接时还可避免氧化,制造成本也较易控制。其缺点是焊接加热时还会产生焊料塌边,这种情况在预热和主加热时都会发生,当预热温度在几十度到100度之间时,焊料中组成成分之一的溶剂即会缩短粘度而流出来,如果其流出量偏低,则会同时将焊料颗粒挤出焊区外的含金颗粒,在溶融过程中如不能返回焊区内,也会形成滞留球。轻触开关总共会有三根线,火线接到开关上,开关的另一端和二孔三孔插座的L端相连接。中性线直接和二孔三孔插座的N端相连接,另一根接地线和三孔的接地端连接在一起。正确的接法是L是电源线、L1和 L2 是双控往复线、N是零线。相关产品/RELATED PRODUCTS
二、使用波峰焊插脚,优点价格低廉,省时省力,焊接的时候,温度控制在130℃,焊接时间2s。不足之处:随着当前元件越来越小,PCB越来越密集,在焊点之间产生桥连和短路的可能性也随之增加;三、贴片的回流焊法,该工艺的优点是温度易于控制,焊接时还可避免氧化,制造成本也较易控制。其缺点是焊接加热时还会产生焊料塌边,这种情况在预热和主加热时都会发生,当预热温度在几十度到100度之间时,焊料中组成成分之一的溶剂即会缩短粘度而流出来,如果其流出量偏低,则会同时将焊料颗粒挤出焊区外的含金颗粒,在溶融过程中如不能返回焊区内,也会形成滞留球。轻触开关总共会有三根线,火线接到开关上,开关的另一端和二孔三孔插座的L端相连接。中性线直接和二孔三孔插座的N端相连接,另一根接地线和三孔的接地端连接在一起。正确的接法是L是电源线、L1和 L2 是双控往复线、N是零线。相关产品/RELATED PRODUCTS- 上一篇:笑脸轻触开关内部结构图
- 下一篇:轻触开关工作原理图
颖鑫官方微信
电 话:0769-83632286 0769-33373777
传 真:0769-83632283 联 系 人:陈心龙(业务经理)
手 机:13827297626 QQ/微信:435281082
邮 箱:yingxindg@126.com
地 址:东莞市黄江镇合路村合安二街26号快盈V1 版权所有 2011-2022颖鑫电子专业生产:防水轻触开关,带灯轻触开关,硅胶按键开关,耐高温贴片轻触开关,带支架轻触开关,母座,USB连接器